
“2018第一届新能源汽车及动力电池(CIBF深圳)国际交流会”日前在深圳会展中心圆满召开。深圳市今天国际物流技术股份有限公司事业部总经理游宏杰在会上作了题为《动力电池的智能生产物流系统》的演讲,并接受电池中国网的专访。
今天国际事业部总经理游宏杰先生
为了提高生产锂电池一致性、生产效率、信息化管理、减少用工和降低劳动强度,建设自动化、智能化的生产物流系统已成为电池企业的迫切需求。
以“突破·融合——迎接产业新时代”为主题的“2018第一届新能源汽车及动力电池(CIBF深圳)国际交流会”近日在深圳会展中心圆满召开。深圳市今天国际物流技术股份有限公司(以下简称“今天国际”)事业部总经理游宏杰获邀在会上作了题为《动力电池的智能生产物流系统》的演讲。
今天国际CIBF2018参展现场
据游宏杰介绍,动力锂电池生产工艺流程可分为前段设备、中段设备、后段设备三段,投资分别占比约为5:3:2。前段极片制作主要制程为配料、搅拌、涂布、辊压、分切、制片,智能物流需求有原材料立库、极片AGV搬运、涂布AGV搬运、极片立库等;中段电芯组装主要制程为卷绕、叠片、入壳、注液、封口,智能物流需求有极卷AGV搬运、隔膜AGV搬运、电芯拉带等;后段电芯激活主要制程为化成、分容、检测,智能物流需求主要有化成测试物流、静置立库、电芯拉带、机械手组盘拆盘、成品库等。
游宏杰表示,今天国际依据客户制定的工艺流程,通过与客户深入交流,对制程工艺进行流程分析,然后把所有物料与工艺结合,加入物流设计。同时在各环节做信息追踪,进而把整个环节串接在一起。例如,在动力锂电池生产工艺流程的后段设备阶段,今天国际把动力电池从注液组盘至PACK组装的工艺要求细分为11项,进而根据客户的产能需求和生产计划,把所有的设备导入进去,实现了生产的自动化和智能化。今天国际依据“信息流+工艺流+物资流”特性做出相应工艺流程图,在整个产线上提供自动化、信息化、智能化整合的智慧物流及智能制造系统。
同时,今天国际在静置化成系统、测试分容系统、机器人分选系统、分布式光纤测温系统和智能物流调度系统的自动化系统集成,为客户智能化制造提供了保证。
游宏杰认为,为了提高生产锂电池一致性、生产效率、信息化管理、减少用工和降低劳动强度,建设自动化、智能化的生产物流系统成为必然趋势。为此,今天国际通过物流系统解决方案和信息综合调度系统向客户提供自动化智能物流系统解决方案,最大化帮助电池企业“提质降本”。
物流系统作为智慧物流及智能制造系统的核心,今天国际在系统集成和接口串接方面做了良好的优化。据游宏杰介绍,考虑到物流系统上面承接的是MES系统,设计时物流系统采用模块化管理,便于MES通讯管理,既可在MES指挥下运行,也可以独立运行。此外,物流系统机械接口的设计可与国内各厂商对接,并开发了标准的接口设计,可以适应主流厂商的设备,减少接口重新设计的风险。
在锂电生产物流规划设计方面,游宏杰表示,锂电生产物流规划设计要具备六个要点:设备选型经济合理、设备效率计算及仿真验证、重视金属异物防护、安全与消防、系统防呆设计、维修通道畅通利于人/物流分流。
智慧物流在锂电中发挥智能制造的价值。游宏杰表示,物流生产调度系统是整个锂电生产的大脑,监控设备状态、指挥各类生产设备之间合作与数据交换、无缝对接,具备智能分析设备故障点的扩展功能。他表示,物流设备数量、类型多,设计充分可以提高在实际生产中产线的效能,降低停线率,最大化的减少因停工带来的间接损失。他强调,物流系统设计要求简洁清晰,物流设备选型要遵循“运行可靠、满足生产效率、满足生产安全要求”三个原则。他还强调,工程施工管理是保证系统落地运行非常重要的一环,按质按量安全施工是项目成功的关键。
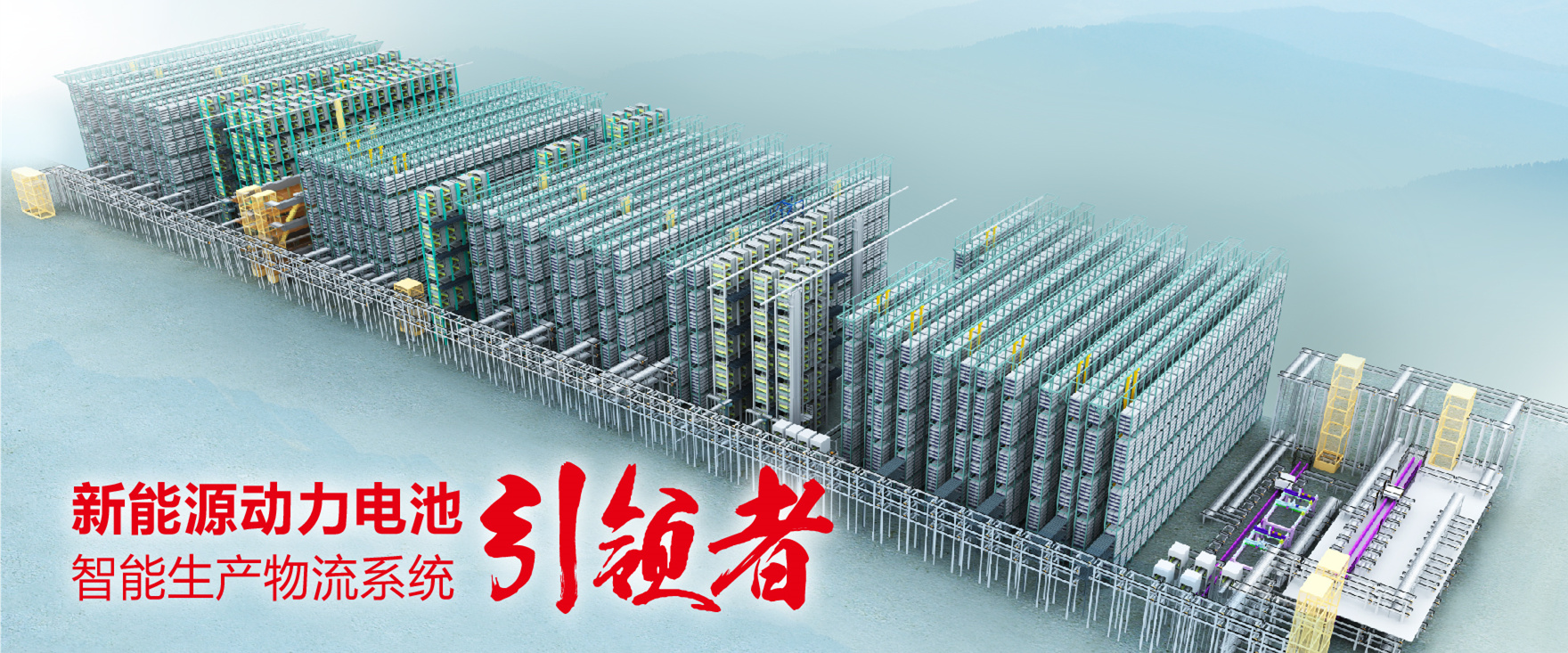
动力电池智能生产物流系统
2014年,今天国际在国内做了第一套自动化检测及物流存储系统,在电池生产各工序之间实现物流自动化及信息同步化,生产过程中对电池的各种性能指标进行自动检测、跟踪。同年,今天国际便承接了比亚迪BYD第1套智能生产物流系统。之后,今天国际陆续承接了宁德时代CATL、银隆新能源、欣旺达、中天科技、亿纬锂能、中兴高能等知名电池企业的智能生产物流系统建设。
游宏杰表示,正是源于电池企业对今天物流智能生产物流系统的信赖和肯定,公司产品才会被广泛应用在新能源锂电行业,今天国际将继续致力于为客户创造价值,并为企业实现工业4.0和中国制造2025打下坚实的基础。